What does our KTL facility involve, technically speaking?
It involves the installation of the most modern cataphoretic coating system on the market: KTL with nanotechnological conversion. This is the technology used in automotive industry which has the highest quality standards.
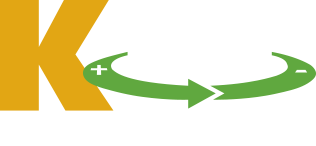
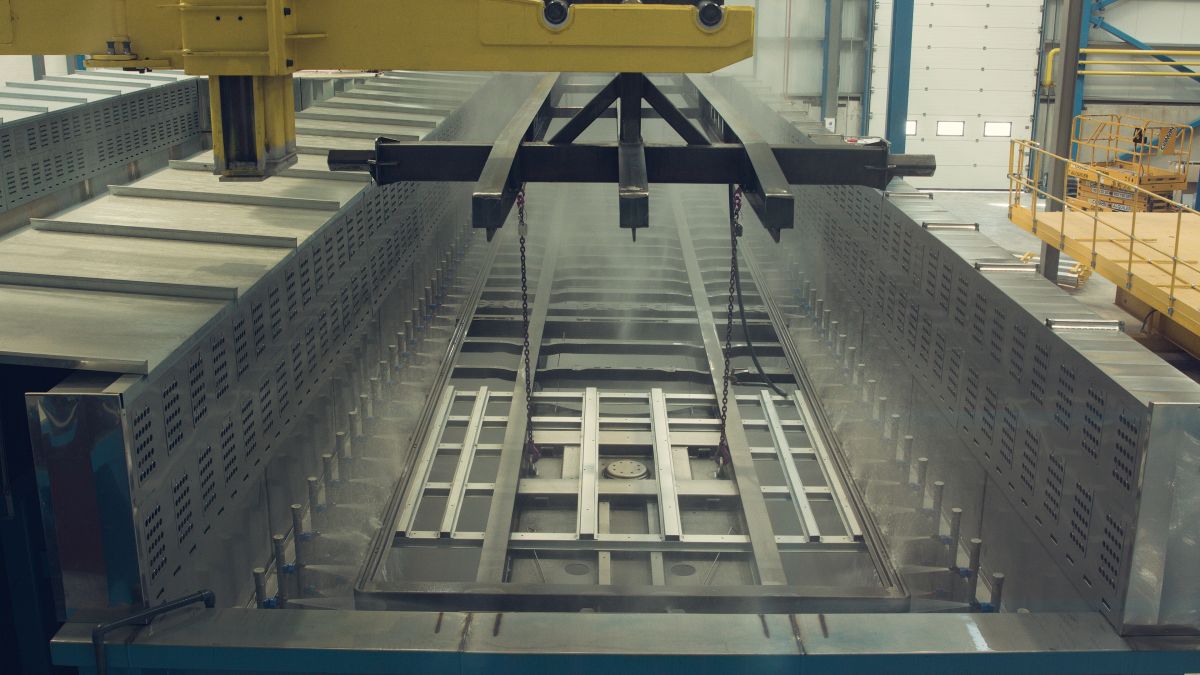
KTL applies a layer of Epoxy primer through complete immersion and then passing an electrical current (Electrophoretic deposition).
The nanotechnological conversion will ensure that the KTL layer is even, with the same thickness of the layer over its entire surface and reaching all the nooks and crannies of the part.