¿Qué supone técnicamente nuestra instalación KTL?
Supone la implementación del sistema de cataforesis más moderno del mercado: KTL con conversión nanotecnológica. Es la tecnología utilizada en automoción, con los estándares de calidad más altos.
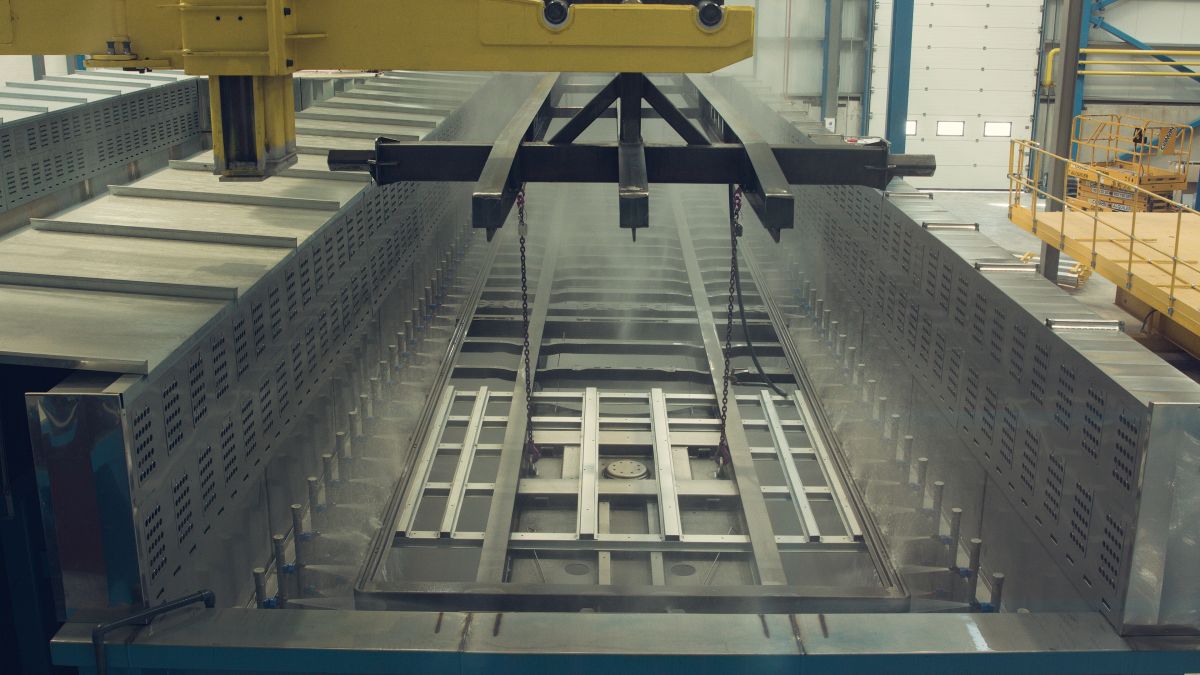
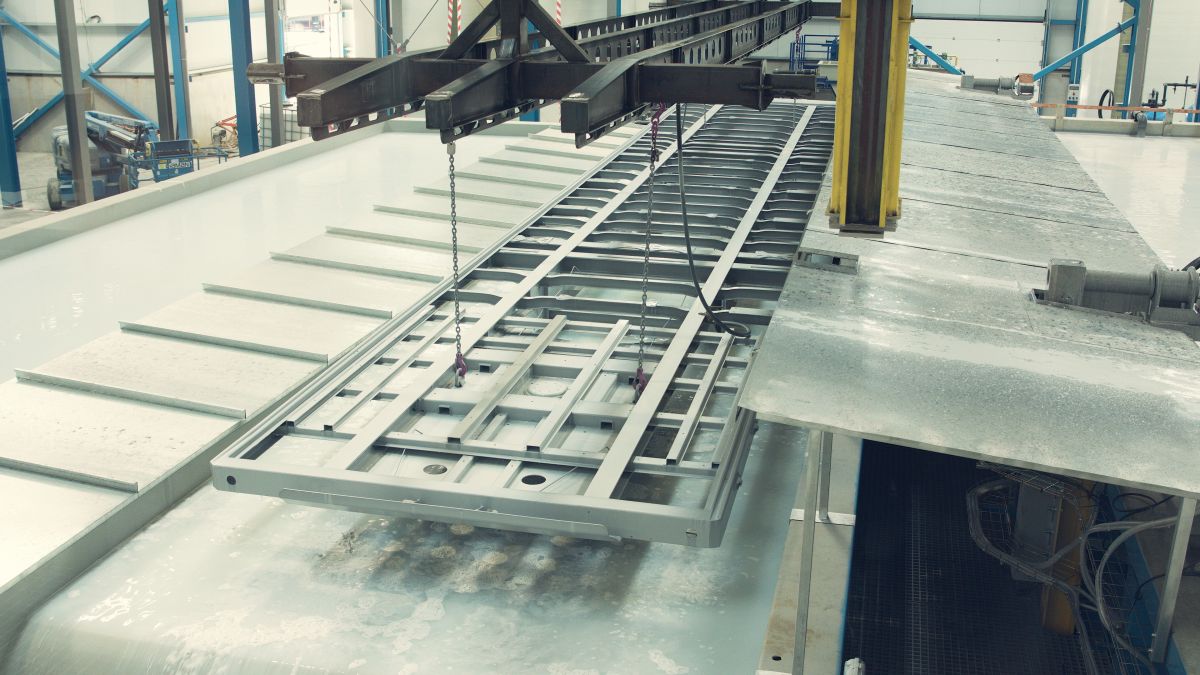
La KTL aplica una capa de imprimación Epoxy 2 componentes base agua, mediante inmersión completa y paso de corriente eléctrica (electrodeposición).
La conversión nanotecnológica asegura que la capa de KTL sea uniforme, con el mismo espesor de capa en toda su superficie y llegando a todos los rincones de la pieza y con una protección especial de los cantos.